


«Довольно хорошо известно, как ведут себя во время пултрузии так называемые термореактивные полимеры, чего нельзя сказать о термопластичных полимерах, таких как рассмотренный нами в этой работе полипропилен. Но последние тоже весьма перспективны для производства армированных композитных профилей», — прокомментировал исследование его руководитель, доцент Центра технологий материалов Сколтеха Александр Сафонов.Разница между термопластичными и термореактивными полимерами в том, что первые можно повторно расплавить и снова отвердить, а вторые при изготовлении застывают раз и навсегда. Если говорить о производстве армирующих элементов для пластиковых окон и других деталей, то укрепленные волокном термопластичные композиты имеют ряд преимуществ, рассказывает Сафонов:
«Их можно сваривать. Их можно перерабатывать. Их производство не влечет вредных выбросов летучих органических соединений. Кроме того, сырье, то есть ленты, имеет почти неограниченный срок годности».
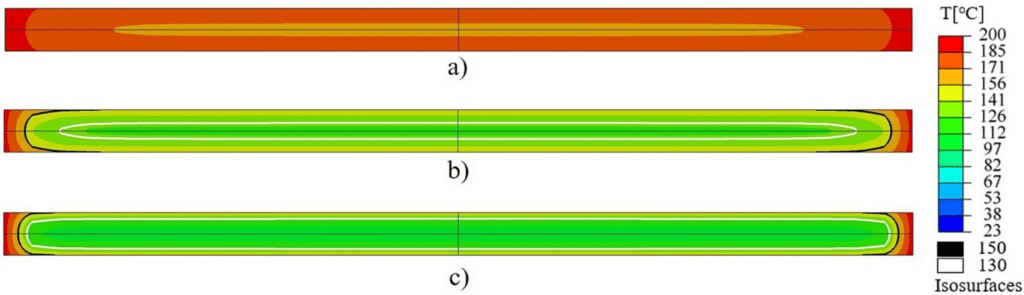
Поперечное сечение профиля в тот момент, когда он проходит самую горячую точку фильеры (температура нагревателя — 200 градусов Цельсия). Распределение температуры внутри профиля показано цветами для трех сценариев: в случае (a) изделие протягивается через аппарат медленнее всего (3,3 мм/с) и потому прогревается сильнее всего, если же удвоить (b) и тем более утроить (c) скорость протяжки, то удовлетворительного прогрева не достигается, и, как мы увидим ниже, это ведет к браку / Источник: Кирилл Минченков и др. / Materials & Design
Эти соображения подтолкнули материаловедов из Сколтеха экспериментировать с пултрузией композитных профилей из армированного стекловолокном полипропилена.
«В фильере ленты нагреваются снизу и сверху, но было неизвестно, как именно температура распределяется по сечению профиля, если вы его представите в разрезе. А это важно, потому что если какая-то часть профиля нагреется недостаточно, то изделие будет бракованным. В то же время интересно, как нагреть профиль достаточно, но не слишком сильно, потому что если всегда перестраховываться в плане температуры, производитель будет нести избыточные расходы на электроэнергию», — пояснил первый автор исследования, аспирант Центра технологий материалов Сколтеха Кирилл Минченков.
Такое измерение провели для скоростей протяжки лент от 3,3 мм/с до в четыре раза более высокой. Зная теплопроводность материала и измеренную в эксперименте динамику температуры вблизи центра профиля, ученые рассчитали распределение температуры по всему сечению (изображение выше), построив геометрическую модель фильеры.
Определив температурное распределение, коллектив провел исследование изготовленных профилей на оптическом микроскопе и испытал их механические характеристики. И микроскопия, и проверка на прочность показали, что лишь изготовленные на самой медленной из четырех скоростей изделия имеют надлежащее качество.
Интересно, что при ближайшем рассмотрении снимков профиля из сценария (b) выясняется, что дефекты либо попадают в центральную зону, которая обведена на карте температур белым контуром, либо образовались не в процессе пултрузии, а связаны с недостатком сырья — наличием не пропитанных полимером волокон в лентах. Оказывается, что «дефектная зона» в центре профиля не просто не прогрелась до температуры плавления полипропилена, а даже не достигла более низкой отметки, называемой температурой размягчения по Вика́. В тех же областях, которые перешли этот температурный порог, консолидация материала произошла даже ниже температуры плавления.
«В итоге мы делаем вывод, что при условии заведомо высокого качества сырья производитель может экономить электроэнергию, прогревая профиль до температуры Вика, а не сильнее, — отметил Минченков. — Однако если используемые для пултрузии преконсолидированные ленты содержат дефекты в виде пор, то для их устранения все же необходим прогрев до температуры плавления полимера».

Плоские профили, изготовленные методом пултрузии на скоростях протяжки от 3,3 мм/с (a) до вдвое (b), втрое (c) и вчетверо (d) более высокой / © Кирилл Минченков и др. / Materials & Design
В ответ на вопрос о новых шагах в рамках проекта и планах коллектива на будущее соавтор исследования, старший инженер Центра технологий материалов Сколтеха Сергей Гусев, рассказал:
«В этой работе мы рассматривали композиты, в которых полимерной связующей был полипропилен, а армирующим компонентом — стекловолокно, но мы расширяем круг материалов. Сейчас мы уже проводим эксперименты с базальтовым и углеволокном, а также другими термопластичными полимерами: полиамидом и полифениленсульфидом. Одно из сочетаний этих материалов может оказаться еще более подходящим для использования в строительстве — в окнах ПВХ и не только».